
ដំណើរការប្លាស្ទីកត្រូវបានចាត់ថ្នាក់យ៉ាងទូលំទូលាយជាប្រាំពីរប្រភេទ អាស្រ័យលើកម្មវិធីជាក់លាក់។
(ក) ការបញ្ចូលសន្លឹក/ខ្សែភាពយន្ត
នៅក្នុងដំណើរការ extrusion នេះ សម្ភារៈផ្លាស្ទិចរលាយត្រូវបាន extruded តាមរយៈការស្លាប់ផ្ទះល្វែងមួយ។រមៀលត្រជាក់ត្រូវបានប្រើដើម្បីកំណត់កម្រាស់នៃសន្លឹក/ខ្សែភាពយន្ត និងវាយនភាពផ្ទៃរបស់វា។កម្រាស់នៃសន្លឹកអាចទទួលបានក្នុងចន្លោះពី 0,2 ទៅ 15 ម។បន្ទះស្តើង ៗ ឬខ្សែភាពយន្តនៃសម្ភារៈប្លាស្ទិកអាចត្រូវបានបង្កើតឡើង។ជាទូទៅ ផ្លាស្ទិច polystyrene ត្រូវបានគេប្រើជាវត្ថុធាតុដើមក្នុងដំណើរការបញ្ជុះសន្លឹក។
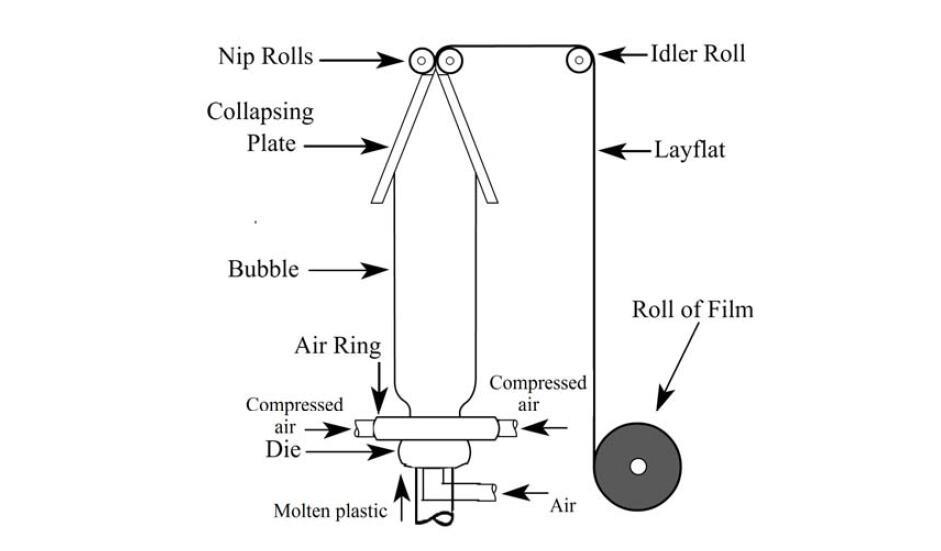
(ខ) ការបញ្ចូលខ្សែភាពយន្តផ្លុំ
នៅក្នុងដំណើរការនៃខ្សែភាពយន្តផ្លុំ ការស្លាប់គឺដូចជាស៊ីឡាំងបញ្ឈរដែលមានទម្រង់ជារង្វង់។ផ្លាស្ទិចរលាយត្រូវបានទាញឡើងលើពីកន្លែងស្លាប់ដោយរមូរមួយគូ។ខ្យល់ដែលបានបង្ហាប់ត្រូវបានប្រើដើម្បីបំប៉ោងបំពង់។នៅជុំវិញអ្នកស្លាប់ មានបំពាក់ចិញ្ចៀនខ្យល់។គោលបំណងនៃសង្វៀនខ្យល់គឺដើម្បីធ្វើឱ្យខ្សែភាពយន្តត្រជាក់នៅពេលវាធ្វើដំណើរឡើងលើ។នៅចំកណ្តាលនៃការស្លាប់មានខ្យល់ចេញចូលដែលខ្យល់ដែលបានបង្ហាប់អាចត្រូវបានបង្ខំឱ្យចូលទៅក្នុងកណ្តាលនៃទម្រង់រាងជារង្វង់ហើយបង្កើតជាពពុះ។ផ្នែកឆ្លងកាត់រាងជារង្វង់ដែលលាតសន្ធឹងអាចត្រូវបានកើនឡើង 2-3 ដងនៃអង្កត់ផ្ចិតស្លាប់។ពពុះត្រូវបានដួលរលំដោយមានជំនួយពីចានដែលដួលរលំ។ក្បាលដោះ រមៀលពពុះទៅជាស្រទាប់ពីរនៃខ្សែភាពយន្តដែលត្រូវបានគេហៅថា layflat ។កម្រាស់ជញ្ជាំងនៃខ្សែភាពយន្តអាចត្រូវបានគ្រប់គ្រងដោយការផ្លាស់ប្តូរល្បឿននៃ nip rollers នេះ។layflat អាចត្រូវបាន spooled នៅក្នុងសំណុំបែបបទនៃការរមៀលឬកាត់ចូលទៅក្នុងរាងដែលចង់បាន។ផ្នែកខាងក្រោមនៃ layflat ត្រូវបានផ្សាភ្ជាប់ជាមួយនឹងការប្រើប្រាស់កំដៅ ហើយកាត់បន្ថែមទៀតរហូតដល់ការបើក។ដូច្នេះវាអាចប្រើសម្រាប់ធ្វើថង់ប្លាស្ទិក។អង្កត់ផ្ចិតនៃការស្លាប់អាចប្រែប្រួលពី 1 ទៅ 300 សង់ទីម៉ែត្រ។ជាទូទៅប្លាស្ទិក polyurethane ត្រូវបានប្រើក្នុងដំណើរការនេះ។
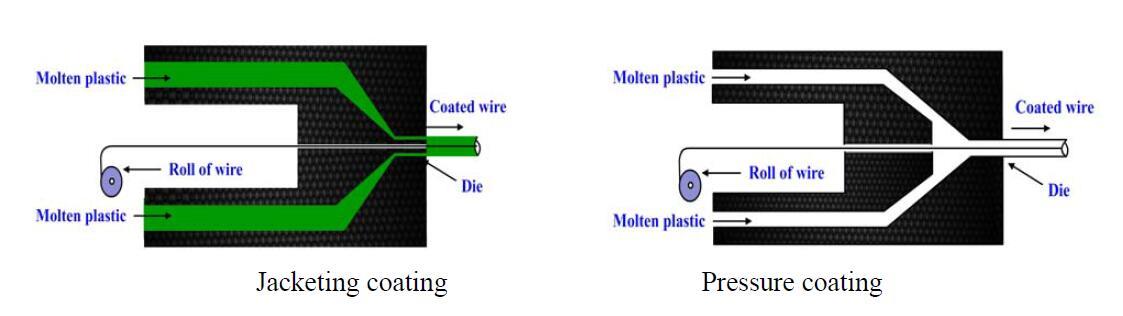
(គ) លើស Jacketing Extrusion
នេះក៏ត្រូវបានគេហៅផងដែរថាដំណើរការស្រោបខ្សែ។នៅក្នុងដំណើរការនេះ ខ្សែភ្លើងទទេមួយត្រូវបានទាញកាត់កណ្តាលនៃការស្លាប់មួយ។មានឧបករណ៍ Extrusion ពីរប្រភេទផ្សេងគ្នាដែលប្រើសម្រាប់ស្រោបលើខ្សែ ពោលគឺឧបករណ៍ដាក់សម្ពាធ ឬអាវ។ប្រសិនបើទំនាក់ទំនងជិតស្និទ្ធ ឬការស្អិតត្រូវបានទាមទាររវាងខ្សែ និងថ្នាំកូត ឧបករណ៍ដាក់សម្ពាធត្រូវបានប្រើ។ប្រសិនបើមិនចង់បានការស្អិតជាប់ទេ ឧបករណ៍ពាក់អាវត្រូវបានប្រើ។សម្រាប់ឧបករណ៍ដាក់សម្ពាធ ខ្សែត្រូវបានដកថយនៅខាងក្នុងប្រអប់ស្លាប់ ដែលវាមានទំនាក់ទំនងជាមួយផ្លាស្ទិចរលាយនៅសម្ពាធខ្ពស់ជាងច្រើន។សម្រាប់ឧបករណ៍ពាក់អាវ ខ្សែនឹងលាតសន្ធឹង ហើយផ្លាស្ទិចរលាយនឹងធ្វើគម្របនៅលើខ្សែបន្ទាប់ពីស្លាប់។ខ្សែភ្លើងទទេត្រូវបានចុកតាមរយៈមាប់មគ ហើយវាមិនប៉ះផ្ទាល់ជាមួយផ្លាស្ទិចរលាយទេ រហូតទាល់តែវាចេញពីការស្លាប់។ភាពខុសគ្នាសំខាន់រវាងអាវធំ និងឧបករណ៍ដាក់សម្ពាធគឺទីតាំងនៃខ្សែដែលទាក់ទងទៅនឹងការស្លាប់។
 ន
ន
ឃ) ការពង្រីកបំពង់
នៅក្នុងដំណើរការនេះ ផ្លាស្ទិចរលាយត្រូវបានបញ្ចោញតាមរយៈផ្នែកដែលស្លាប់ ហើយផ្នែកឆ្លងកាត់ប្រហោងត្រូវបានបង្កើតឡើងដោយដាក់ mandrel នៅខាងក្នុងប្រអប់ស្លាប់។បំពង់ដែលមានរន្ធច្រើនក៏អាចត្រូវបានបង្កើតឡើងសម្រាប់កម្មវិធីជាក់លាក់ផងដែរដោយដាក់ mandrels មួយចំនួននៅចំកណ្តាលនៃការស្លាប់។
(ង) ការរួមផ្សំ
Coextrusion គឺជាដំណើរការ extrusion នៃការបង្កើតស្រទាប់ជាច្រើននៃសម្ភារៈក្នុងពេលដំណាលគ្នា។វាត្រូវបានប្រើដើម្បីអនុវត្តស្រទាប់មួយ ឬច្រើននៅលើកំពូលនៃសម្ភារៈមូលដ្ឋាន ដើម្បីទទួលបានលក្ខណៈសម្បត្តិជាក់លាក់ដូចជា ការស្រូបកាំរស្មីអ៊ុលត្រាវីយូឡេ ការក្តាប់ ផ្ទៃ Matt និងការឆ្លុះបញ្ចាំងពីថាមពល ខណៈដែលសម្ភារៈមូលដ្ឋានគឺសមរម្យជាងសម្រាប់កម្មវិធីផ្សេងទៀត ឧទាហរណ៍ ធន់នឹងផលប៉ះពាល់ និងដំណើរការរចនាសម្ព័ន្ធ។វាអាចត្រូវបានប្រើនៅលើដំណើរការណាមួយដូចជា ខ្សែភាពយន្តផ្លុំ ការដាក់លើអាវ បំពង់ ការបញ្ចូលសន្លឹក/ខ្សែភាពយន្ត។នៅក្នុងដំណើរការនេះ សារធាតុ extruders ពីរឬច្រើនត្រូវបានប្រើដើម្បីបញ្ជូនវត្ថុធាតុដែលរួមបញ្ចូលគ្នាទៅជាការស្លាប់តែមួយដែល extrudes សមា្ភារៈនៅក្នុងរូបរាងដែលចង់បាន។កម្រាស់ស្រទាប់ត្រូវបានគ្រប់គ្រងដោយល្បឿន និងទំហំនៃ extruders បុគ្គលដែលចែកចាយសម្ភារៈ។
(f) ថ្នាំកូត Extrusion
ថ្នាំកូត Extrusion ត្រូវបានប្រើដើម្បីធ្វើស្រទាប់បន្ថែមលើក្រដាស ក្រដាស ឬខ្សែភាពយន្តដែលមានស្រាប់។ជាឧទាហរណ៍ ដើម្បីបង្កើនភាពធន់នឹងទឹកនៃថ្នាំកូតប៉ូលីអេទីឡែនក្រដាសត្រូវបានប្រើ។កម្មវិធីនៃថ្នាំកូត extrusion គឺការវេចខ្ចប់រាវ ក្រដាសរូបថត ស្រោមសំបុត្រ ស្រទាប់ថង់សម្រាប់វេចខ្ចប់ជី និងវេចខ្ចប់វេជ្ជសាស្ត្រ។ជាទូទៅប៉ូលីអេទីឡែននិងប៉ូលីភីលីនត្រូវបានប្រើប្រាស់។
ពេលវេលាប្រកាស៖ ថ្ងៃទី ១៤ មិថុនា ២០១៧